I halvlederfremstilling er der en teknik kaldet "ætsning" under behandlingen af et substrat eller en tynd film dannet på substratet. Udviklingen af ætsningsteknologi har spillet en rolle i realiseringen af den forudsigelse, som Intel-grundlægger Gordon Moore kom med i 1965 om, at "integreringstætheden af transistorer vil fordobles på 1,5 til 2 år" (almindeligvis kendt som "Moores lov").
Ætsning er ikke en "additiv" proces som aflejring eller binding, men en "subtraktiv" proces. Derudover er det ifølge de forskellige skrabemetoder opdelt i to kategorier, nemlig "vådætsning" og "tørætsning". For at sige det enkelt er førstnævnte en smeltemetode, og sidstnævnte er en gravemetode.
I denne artikel vil vi kort forklare karakteristika og forskelle ved hver ætsningsteknologi, vådætsning og tørætsning, samt de anvendelsesområder, som hver er egnet til.
Oversigt over ætseproces
Ætsningsteknologi siges at være opstået i Europa i midten af det 15. århundrede. På det tidspunkt blev syre hældt i en graveret kobberplade for at korrodere det nøgne kobber og danne et dybtryk. Overfladebehandlingsteknikker, der udnytter virkningerne af korrosion, er almindeligt kendt som "ætsning".
Formålet med ætseprocessen i halvlederfremstilling er at skære substratet eller filmen på substratet i henhold til tegningen. Ved at gentage de forberedende trin med filmdannelse, fotolitografi og ætsning bearbejdes den plane struktur til en tredimensionel struktur.
Forskellen mellem våd ætsning og tør ætsning
Efter fotolitografiprocessen bliver det eksponerede substrat vådt eller tørætset i en ætsningsproces.
Vådtsning bruger en opløsning til at ætse og skrabe overfladen væk. Selvom denne metode kan behandles hurtigt og billigt, er dens ulempe, at behandlingsnøjagtigheden er lidt lavere. Derfor blev tørætsning født omkring 1970. Tørætsning bruger ikke en opløsning, men bruger gas til at ramme substratoverfladen for at ridse den, hvilket er kendetegnet ved høj bearbejdningsnøjagtighed.
"Isotropi" og "Anisotropi"
Når man introducerer forskellen mellem vådætsning og tørætsning, er de væsentlige ord "isotropisk" og "anisotropisk". Isotropi betyder, at stof og rums fysiske egenskaber ikke ændrer sig med retning, og anisotropi betyder, at stof og rums fysiske egenskaber varierer med retningen.
Isotropisk ætsning betyder, at ætsning fortsætter med samme mængde omkring et bestemt punkt, og anisotrop ætsning betyder, at ætsning fortsætter i forskellige retninger omkring et bestemt punkt. For eksempel ved ætsning under halvlederfremstilling vælges anisotropisk ætsning ofte således, at kun målretningen skrabes, hvilket efterlader andre retninger intakte.
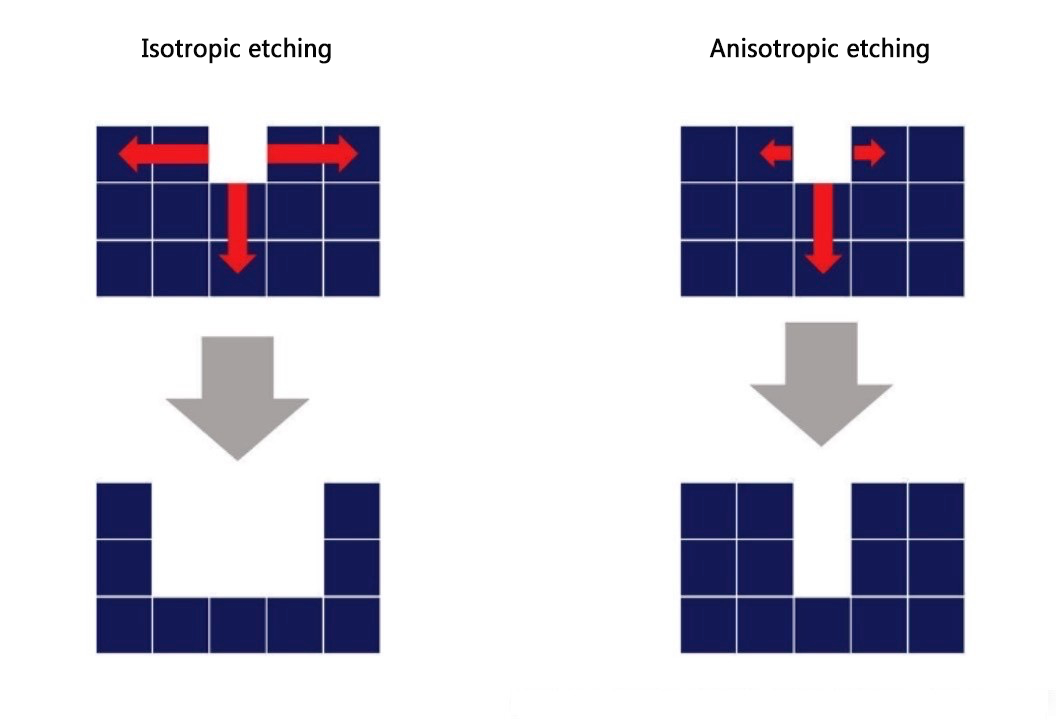 Billeder af "Isotropic Etch" og "Anisotropic Etch"
Billeder af "Isotropic Etch" og "Anisotropic Etch"
Vådætsning med kemikalier.
Vådætsning bruger en kemisk reaktion mellem et kemikalie og et substrat. Med denne metode er anisotrop ætsning ikke umulig, men det er meget sværere end isotrop ætsning. Der er mange begrænsninger for kombinationen af opløsninger og materialer, og forhold som substrattemperatur, opløsningskoncentration og tilsætningsmængde skal kontrolleres nøje.
Uanset hvor fint forholdene er justeret, er vådætsning vanskelig at opnå finbearbejdning under 1 μm. En grund til dette er behovet for at kontrollere sideætsning.
Underskæring er et fænomen også kendt som underskæring. Selvom man håber, at materialet kun vil blive opløst i lodret retning (dybderetning) ved vådætsning, er det umuligt helt at forhindre opløsningen i at ramme siderne, så opløsningen af materialet i parallel retning vil uundgåeligt forløbe . På grund af dette fænomen producerer vådætsning tilfældigt sektioner, der er smallere end målbredden. På denne måde er reproducerbarheden lav, og nøjagtigheden er upålidelig ved behandling af produkter, der kræver præcis strømstyring.
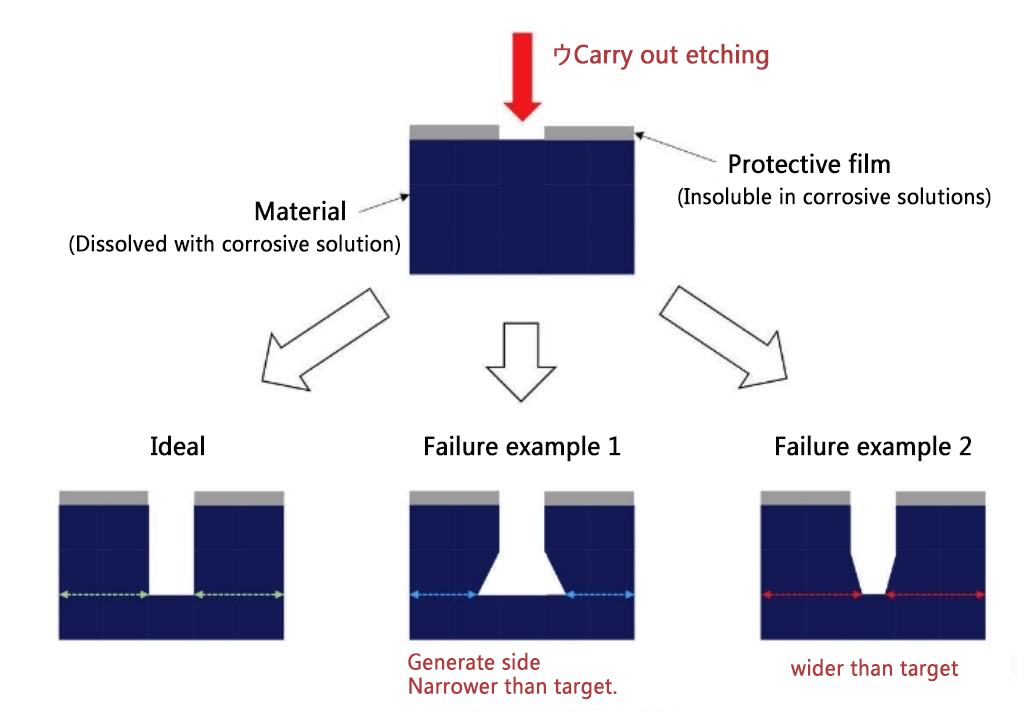 Eksempler på mulige fejl i vådætsning
Eksempler på mulige fejl i vådætsning
Hvorfor tørætsning er velegnet til mikrobearbejdning
Beskrivelse af beslægtet teknik Tørætsning, der er egnet til anisotropisk ætsning, anvendes i halvlederfremstillingsprocesser, som kræver højpræcisionsbehandling. Tørætsning omtales ofte som reaktiv ionætsning (RIE), som også kan omfatte plasmaætsning og sputterætsning i bred forstand, men denne artikel vil fokusere på RIE.
For at forklare, hvorfor anisotropisk ætsning er lettere med tør ætsning, lad os se nærmere på RIE-processen. Det er let at forstå ved at opdele processen med tørætsning og afskrabning af underlaget i to typer: "kemisk ætsning" og "fysisk ætsning".
Kemisk ætsning sker i tre trin. Først adsorberes de reaktive gasser på overfladen. Derefter dannes reaktionsprodukter fra reaktionsgassen og substratmaterialet, og til sidst desorberes reaktionsprodukterne. Ved den efterfølgende fysiske ætsning ætses substratet lodret nedad ved at påføre argongas lodret på substratet.
Kemisk ætsning sker isotropisk, hvorimod fysisk ætsning kan forekomme anisotropisk ved at styre retningen af gaspåføring. På grund af denne fysiske ætsning tillader tørætsning mere kontrol over ætsningsretningen end vådætsning.
Tør og våd ætsning kræver også de samme strenge betingelser som våd ætsning, men den har højere reproducerbarhed end våd ætsning og har mange nemmere at kontrollere emner. Derfor er der ingen tvivl om, at tørætsning er mere befordrende for industriel produktion.
Hvorfor vådætsning stadig er nødvendig
Når du først forstår den tilsyneladende almægtige tørre ætsning, kan du undre dig over, hvorfor våd ætsning stadig eksisterer. Årsagen er dog enkel: vådtsning gør produktet billigere.
Den største forskel mellem tør ætsning og våd ætsning er omkostningerne. De kemikalier, der bruges til vådætsning, er ikke så dyre, og prisen på selve udstyret siges at være omkring 1/10 af tørætsningsudstyrets pris. Derudover er behandlingstiden kort, og flere substrater kan behandles på samme tid, hvilket reducerer produktionsomkostningerne. Som et resultat kan vi holde produktomkostningerne lave, hvilket giver os en fordel i forhold til vores konkurrenter. Hvis kravene til forarbejdningsnøjagtighed ikke er høje, vil mange virksomheder vælge vådætsning til grov masseproduktion.
Ætseprocessen blev introduceret som en proces, der spiller en rolle i mikrofremstillingsteknologi. Ætsningsprocessen er groft opdelt i vådætsning og tørætsning. Hvis omkostningerne er vigtige, er førstnævnte bedre, og hvis mikrobearbejdning under 1 μm er påkrævet, er sidstnævnte bedre. Ideelt set kan en proces vælges ud fra det produkt, der skal produceres, og prisen, snarere end hvilken der er bedst.
Indlægstid: 16-apr-2024